

Po'lat sharlarni oddiy ishlab chiqarish jarayoni
Ball blanklarini shakllantirish → halqani olib tashlash → qo'pol silliqlash → yumshoq silliqlash → to'p bo'sh shakllantirish → silliq to'p (yoki to'ldirish → yumshoq silliqlash) → qattiq silliqlash → nozik silliqlash → nozik silliqlash (yoki abraziv) → ultra nozik silliqlash.
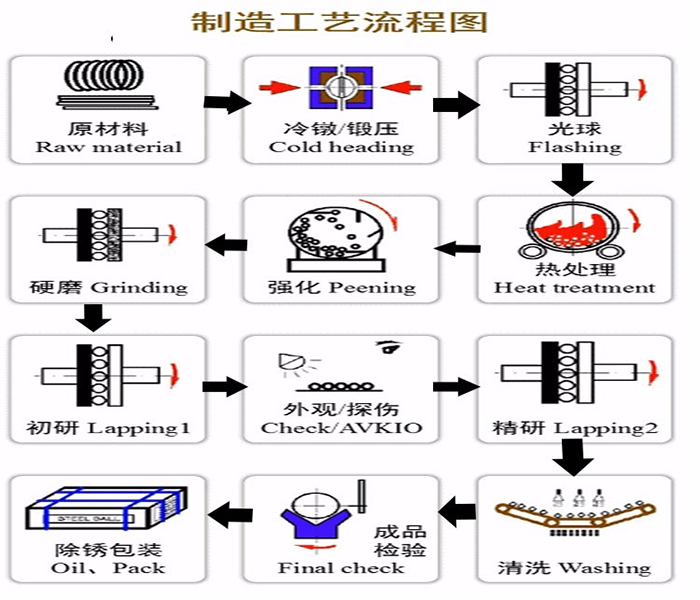
Po'lat to'plarning batafsil ishlab chiqarish jarayoni
1. Tel chizish: simni chizish mashinasi yordamida kerakli diametrga cho'zish;
2. Sovuq sarlavha (zarb): tortilgan simni po'latdan yasalgan to'pni sovuq sarlavhali mashinaga joylashtiring va uni to'p bo'shlig'iga zarb qilish uchun mashina ichidagi po'latdan foydalaning;
3. Lightball: Laytbol mashinasi ichidagi ikkita quyma temir silliqlash sharsimon dumaloq plitalar tashqi halqani va embriondagi ikkita qutbni olib tashlash uchun sovuq sarlavhali embrionni bosing va fayllang;
4. Yumshoq to'p: Yumshoq to'p mashinasi ichidagi ikkita quyma temir silliqlash to'pi dairesel plitalari kerakli to'p diametri va sirt pürüzlülüğüne silliqlash uchun engil to'p embrionini fayl;
5. Issiqlik bilan ishlov berish: to'pni issiqlik bilan ishlov berish pechiga qo'ying, uni karbürizatsiya qilish, söndürme va ma'lum bir karbürleme qatlami, qattiqlik, qattiqlik va ezish yukini berish uchun temperlash;
6. Qattiq silliqlash: silliqlash mashinasi ichidagi silliqlash g'ildiragi diski to'pning yuzasida qora oksidli qatlamni olib tashlash va to'pning to'g'riligini to'g'rilash uchun issiqlik bilan ishlangan to'p bo'sh qismini bosim o'tkazadi va maydalaydi;
7. Nozik silliqlash / polishingni tozalash: Nozik silliqlash: Tayyor mahsulotning kerakli aniqligi va silliqligiga erishish uchun nozik silliqlash mashinasida silliqlash to'pi embrionini maydalang;
Jilo va tozalash: to'pni polishing tamburiga to'kib tashlang va uni aylantiring, so'ngra toza va porloq bo'lishi uchun sferik sirtni polishing tozalash vositasi va suv bilan tozalang;
8. Tashqi ko'rinishni tanlash: Chelik to'pning yuzasida har qanday nuqsonlarni tekshirish uchun qo'lda vizual tekshiruvdan foydalaning va haqiqiy yumaloqlikni, partiya diametrining o'zgarishini o'lchash uchun mikrometrdan foydalaning va oxirgi tekshiruv sifatida sirt pürüzlülüğünü aniqlash uchun sirt pürüzlülüğü o'lchagichdan foydalaning;
9. Qadoqlash: Po'lat sharlarni/zanglamaydigan po'latdan yasalgan sharlarni/po'latdan yasalgan sharlarni zangga qarshi moy bilan surting va ularni karton qutilarga yoki to'quv qoplarga soling.
Texnologiyaning rivojlanishi bilan asbob-uskunalarni ishlab chiqarish sanoatida katta og'ir rulmanlarga bo'lgan talab miqdori va sifati jihatidan yanada oshdi va katta rulmanli po'latdan yasalgan sharlarni qo'llab-quvvatlashning miqdori va sifatiga qo'yiladigan talablar ham mos ravishda oshirilishi kerak. Po'lat to'p partiyasining diametri o'zgarishi kichik bo'lishi kerak, po'lat to'pning sirt pürüzlülüğü kichik bo'lishi kerak, aniqlik yuqori bo'lishi kerak va po'lat to'pning yadro qattiqligi va sirt qattiqligi o'rtasidagi farq kichik bo'lishi kerak. Katta rulmanli po'lat sharlarning diametri endi 150MM-200MM ga yetdi.
Katta rulmanli po'latdan yasalgan sharlarni ishlab chiqarish jarayoni oddiy texnik xususiyatlardan farq qiladi. Quyidagi taqqoslash amalga oshiriladi:
1. Katta rulmanli po'lat sharlarni ishlab chiqarish jarayoni:
Kesish - zarb qilish - tavlanish - torna ishlovi - issiqlik bilan ishlov berish - qattiq silliqlash - dastlabki tadqiqotlar - nozik tadqiqotlar;
2. Oddiy spetsifikatsiyadagi po'latdan yasalgan sharlarni ishlab chiqarish jarayoni:
Tel chizish - Sovuq sarlavha - Yengil shar - Yumshoq shar - Issiqlik bilan ishlov berish - Qattiq silliqlash - Nozik silliqlash;
Import qilingan rulmanli po'lat sharlarni ishlab chiqarish jarayoni
1) Import qilingan rulmanli po'lat sharlardan foydalangan holda ishlab chiqarish uskunalari
2) Birinchidan, rulman po'lat to'pi ikkita silliqlash plitalari orasiga joylashtirilguncha silliqlash plitasini oldinga siljitish uchun gidravlik tsilindrni siljiting.
3) To'p rozetkasini o'rnating va uni bo'sh holatda saqlang. Ikki silliqlash plitasi orasidagi bo'shliqni po'lat sharlar bilan to'ldirish uchun milni siljiting va shar chiqishini shunday sozlang.
To'pni yig'ish pichog'i silliqlash plitasining (yoki silliqlash g'ildiragi) oxirgi yuziga mahkam bog'langan va to'p chiqishiga mahkamlangan. Ushbu nuqtada, xrom po'latdan yasalgan to'pni aylantirish uchun ikkita silliqlash plastinkasiga bosim o'tkazish tavsiya etiladi.
4) Himoya qopqog'ini yoping, suv nasosini ishga tushiring, material tepsisini ishga tushiring va asosiy milni ishga tushiring.
5) Har bir zavodning texnologik odatlariga ko'ra, shpindel va material tepsisining tezligini sozlang va hidoyat plastinkasining har bir yividagi po'lat to'plar teng ravishda taqsimlanishini ta'minlash uchun to'plar miqdorini sozlang.
Bir xil taqsimlangan va bir-birining ustiga chiqmagan.
6) silliqlash bosimini sozlang, ish panelidagi bosim tugmachasini ochiq holatga aylantiring, gidravlika stansiya panelidagi bosimni oshiruvchi valfni sozlang va uni ko'taring.
Har bir zavodda bosimni belgilang va uni qulflang va ishga tushirish vaqtida bosimni ushlab turish uchun gidravlik tizimga e'tibor bering.
7) Oddiy ish sharoitida ish holatini, bosimni va uy egasining silliq kirishini va chiqishini muntazam ravishda kuzatib borish kerak.
8) Chelik to'p belgilangan o'lcham va sirt sifatiga yetganda, avval ish bosimini kamaytiring va keyin asosiy to'xtatish tugmasini bosing.
9) Rulmanli po'lat to'pni olib tashlash uchun idishni tayyorlang.